NATCO machines were made by the National Automatic Tool Co. of Richmond, Indiana. The firm had roots dating back to the turn of the century. The company produced a large number of industrial items and began by making a multi-head drill press which could produce multiple holes at a time. NATCO got into the injection molding business in 1955 and in 1961 was the first manufacturer to standardize on the reciprocating screw approach to injection molding.
The NATCO was my favorite molding machine. Its electric screw drive never stalled and it was dead-bang reliable. That's not to say that I didn't work on improving it.
When I first arrived at the PEL in summer 1966, I knew almost nothing about Plexiglas or injection molding. Rohm & Haas did provide a formalized three-month training course, which I attended along with the company's latest batch of novice salesmen and other new lab engineer hires.
On my own, I gained knowledge the usual ways, asking questions, shadowing other engineers, etc. But I also spent my evenings studying - and practically memorizing - Dr. Earnest C. Bernhardt's 'Processing Of Thermoplastic Materials', a 1965 book in which the du Pont engineer explained everything in great detail, using differential equations and other mentally-challenging process analysis. I paid eighteen bucks out of my own pocket for this tome and it was worth every cent.
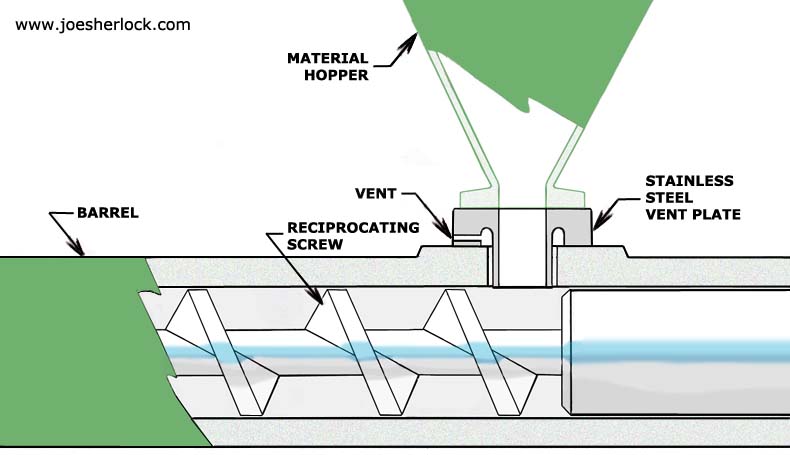
We also threaded the vent hole so that we could hook the device to a vacuum line and condense any fumes in an inline glass receptacle chilled in an ice bucket. It worked. With vacuum on, there was a definite improvement. Even without vacuum pull, performance increased slightly.
An unexpected benefit came from the new device. When we removed the hopper and exposed the throat, I discovered that the throat was full of rust. The abrasive acrylic pellets had, over time, scraped off the paint exposing raw steel. We removed the rust, treated the steel with an abrasion-proof, heat-resistant coating and installed our device, which isolated the throat from the Plexiglas pellets.
We found that the machine now produced optically perfect parts, while before, all acrylic moldings had a yellow, murky cast when viewed through the edge of the part. For years, my ninnyhammer boss had blamed the yellow-edged acrylic from nitride-contamination because the inside of the barrel had been nitrided - a low-temperature heat treatment process that diffuses nitrogen on the surface to create a hard surface layer. His explanation never made sense to me, since hardened steel would be less prone to abrasion and the harder the steel, the less likely it is to wear away. It turned out that he was wrong.
This kind of thing happened more than once at the PEL and at my previous employer, Uniroyal. The engineer part of me has always searched for data. Early in my career, I used to say to my fellow engineers, "Theorize all you want but it's all bullshit until you have empirical results." There were occasions when I ran tests, collected data and blew other people's pet theories, rules of thumb and gut feelings out the window. Unfortunately, some of these erroneous assumptions had been authored by my 'expert' supervisors who were not pleased having their sacred misconceptions debunked.
I also employed the NATCO to dispel another engineering management myth - one that proclaimed that acrylic be injected at a slow rate into a hot mold to prevent "stress," which might cause a finished part to craze or crack over time. I equipped the NATCO with hydraulic accumulators on its upper deck - effectively converting it to a 400EX model. Then I reversed the gearset which regulated the speed of the reciprocating screw - instead of a top speed of 56 rpm, it could attain 224 rpm. Finally, we removed the heated water cooling system from our test mold and replaced it with a chiller which pumped anti-freeze mix into the mold's cooling channels at below-freezing temperatures.
When I fired up the accumulators, the typical hydraulic moan was replaced with a blaring, vibrating bang during injection. It grabbed one's attention like a loud fart in a Trappist monastery. Half the lab showed up to see if something blew up. Birds took flight from the building's roof. In fact, the only thing that actually exploded was another erroneous theory. With adjustments to the injection speed and chiller temperature, we soon produced great-looking plastic parts - on very fast molding cycles. We tested their stress-levels by examination using polarized plates and by dipping the molded parts into solvent. No crazing. Management was unconvinced and insisted that these parts be weathered outdoors to see if crazing occurred. It didn't - after 6 months and one year outdoors, our molded samples looked just as good as the control samples. I later wrote an article on reducing injection molding cycle times, which was published in Plastics Technology magazine.
I conducted many other satisfying experiments in injection molding, including a study on two shot molding as a way of creating two colors in a single part - for instance making a leak-proof red taillight with an integral white back-up light. I also added data to previous studies on mold shrinkage, demonstrating that, when a part first pops out of the mold, it is actually larger than the mold itself. Then it shrinks down as it cools.
During my time at the PEL, I also designed and demonstrated special reciprocating screws for heat-sensitive materials like rigid PVC. I published a paper on the subject in the SPE Journal (Society of Plastics Engineers).
On numerous occasions, I traveled throughout the U.S. to assist with on-site customer molding problems which had baffled our field engineers. Whenever I traveled, I carried a leather briefcase containing a pyrometer, a three-quarter-inch diameter brass rod which had been sharpened to a point on one end (for removing stuck plastic pieces from the mold), a stopwatch and an aerosol can of my favorite mold lubricant. (It was also great for preventing grass buildup on the underside of my power mower deck at home!)
This was during the Take-Me-To-Cuba hijacker era and each carry-on item had to be inspected. No problem ... when I opened my case at Cleveland airport's security desk, the uniformed guard didn't bat an eye. She simply asked me, "Which plastic company to you work for and where's the molding problem this time?" Airport security agents were smart and knowledgeable in those days, unlike today's clueless TSA dolts.
I did have occasional problems when flying. Once, I traveled to Iowa to test mold an experimental acrylic-nylon polymer. We successfully produced reinforced plastic baseball bats. I taped six examples together and brought them on the plane as carry-on. (The parts were too valuable to consigned to the cargo hold, where they'd probably be stolen. "Hey, lookee here! Free bats!") The baseball bats were considered "potential weapons" and had to be kept in the cockpit during the flight. I picked them up as I exited the aircraft in Philadelphia. On the other hand, I had no problem carrying four bright red firemen's helmets - (injection molded from an experimental, Lexan-like compound called DC-4) on a flight from Pittsburgh.
After four-plus enjoyable years in lab services (August, 1966 to February, 1971), I was promoted to Rohm & Haas' downtown Philadelphia Headquarters building - first as a New Product Specialist and later as a Marketing Manager. How did this Mechanical Engineer learn marketing? Well, I read a lot of books by experts on the subject - the same way I learned plastics injection molding!
Unfortunately, everything changes - companies, markets, society. That's why I left R&H in June of 1978 and started my own plastics products manufacturing business in Oregon with a fellow ex-R&H employee. I wanted to have my own business where I was in full control of my destiny. I felt that my career trajectory with Rohm & Haas had stalled.
Because of the onslaught of competing Japanese injection-molding machines and the increasing use of offshore molded goods by U.S. companies, NATCO went out of business in 1990. The firm had lots of company - old-line injection machine manufacturers such as New Britain, Reed-Prentice and Beloit also closed their doors.
 In the late 1980s, the PEL became a shadow of its former self. Acrylic had become a commodity and, with intense price competition, a 70-person sales service lab became a luxury that R&H's Plastics Division could no longer afford. Many of my friends and colleagues took early retirement or were laid-off.
In the late 1980s, the PEL became a shadow of its former self. Acrylic had become a commodity and, with intense price competition, a 70-person sales service lab became a luxury that R&H's Plastics Division could no longer afford. Many of my friends and colleagues took early retirement or were laid-off.
There were no more three-day intensive education seminars, where expert presenters (I was one of them) drilled down into the core principles of injection molding theory and practice, returning higher-skilled employees to R&H's customers. In an age of price wars, customers bought whatever acrylic was cheapest and did employee training on their own, making the Bristol, PA-based Plastics Engineering Laboratory decreasingly relevant and increasingly under budgetary assault.
In 1998, R&H sold-off the entire Plastics Division to Elf Atochem (now Arkema). In 2009, Rohm & Haas Co. was acquired by Dow Chemical Co.
I was happy to have been at the PEL during the Good Times. I still keep in touch with some of the many friends I made while working there. (posted 4/27/16)